ステンレス管の接合(ナット式ナイスジョイント管接合)
1.パイプ搬入・搬出・取扱い a)軽量であるが薄肉であり、強度に限界があることを念頭に注意深く扱う。 b)保管は異種金属との接触をさける。 2.パイプ切断 a)タルソー切断機又は帯鋸切断等を用いパイプの断面は軸心に直角に切断する。 b)切断面に出来た返りは、リーマ・ヤスリ・グラインダ等で内、外面ともきれいに取り除く。 c)パイプに返りが有ると、ゴムパッキン又は拡管ゴムを損傷する原因になる。
1.パイプ搬入・搬出・取扱い a)軽量であるが薄肉であり、強度に限界があることを念頭に注意深く扱う。 b)保管は異種金属との接触をさける。 2.パイプ切断 a)タルソー切断機又は帯鋸切断等を用いパイプの断面は軸心に直角に切断する。 b)切断面に出来た返りは、リーマ・ヤスリ・グラインダ等で内、外面ともきれいに取り除く。 c)パイプに返りが有ると、ゴムパッキン又は拡管ゴムを損傷する原因になる。
この基準は、建築設備の実施設計に関する標準的な手法を定め、「官庁施設の基本的性能基準」(平成25 年3 月29 日 国営整第197 号、国営設134 号)に定める性能の水準を確保することを目的とする。
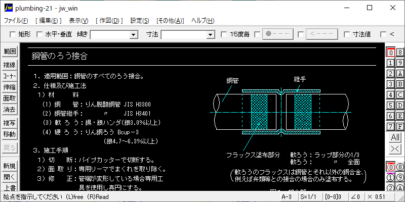
1.適用範囲:銅管のすべてのろう接合。 2.仕様及び施工法 1)材料 (1) 銅管:りん脱酸銅管 JIS H3300 (2) 銅管継手: 〃 JIS H3401 (3) 軟ろう:錫・銀ハンダ(銀3.0%以上) (4) 硬ろう:りん銅ろう Bcup-3 (銀4.7~6.3%以上) 3.施工手順 1)切断:パイプカッターで切断する。 2)面取り:専用リーマでまくれを取り除く。 3)修正:管端が変形している場合専用工具を使用し真円にする。 4)清掃:接合部の油及び汚れを除去する。
管の切断は原則として、電動ノコ盤を使用する。切断線は管軸に対して、直角になるようにマーキングする。切断は、断面が変形しないように管軸に対して直角に切断し、その切断面は平滑にし、かつ管のまくれ、ささくれを除去し仕上げる。(ガス切断、切断と石のように発熱するもの、パイプカッタのように管径を絞るものは使用しない。)
プレンエンド管を用いる場合は、寸法切りした後にねじ切り加工を施し、継手に鋼管継手(ねじ込み式可鍛鋳鉄製管継手JIS B2301)に内外面樹脂被覆したものを使用する。管端に加工するねじは、管用テーパねじ(JIS B0203)を使用する。

三菱電機株式会社は、ビルなどの換気に使用する空調用送風機の新製品として、Vベルト駆動形送風機と同等の8,000m3/h(毎時8,000立方メートル)・10,000m3/hの大風量を実現し、製品本体の薄形化と低騒音化により、天井裏への設置機会を拡大した「ストレートシロッコファン消音形大風量タイプ」2機種を4月20日に発売する。