冷媒配管の接合-3(フランジ接合)
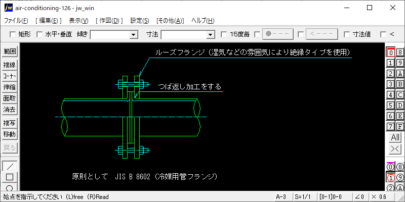
銅管の接合:フランジ接合(機器周りを除き原則として使用しない) 管端面をつば返し加工し、ルーズフランジで接合する。 (図)原則として JIS B 8602(冷媒用管フランジ)、ルーズフランジ(湿気などの雰囲気により絶縁タイプを使用)、つば返し加工をする。 (図)テフロンパッキンの例
銅管の接合:フランジ接合(機器周りを除き原則として使用しない) 管端面をつば返し加工し、ルーズフランジで接合する。 (図)原則として JIS B 8602(冷媒用管フランジ)、ルーズフランジ(湿気などの雰囲気により絶縁タイプを使用)、つば返し加工をする。 (図)テフロンパッキンの例
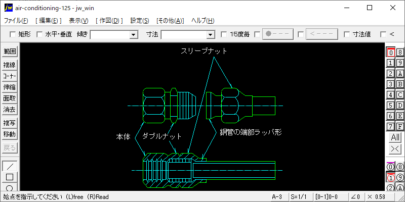
フレア接合(口径3/4インチ以下の配管に使用) 配管材を所定の長さに切り、フレアナットを入れ、管先端を拡管して接続する。 (表)フレア部の寸法・拡管寸法 (注)冷凍機・空調機・冷媒管では外径mmまたは外径インチ(機器メーカー、銅材店など)で呼んでいる。 (フレア接合部の詳細図:CAD)本体:スリーブナット:銅管の端部ラッパ形:ダブルナット
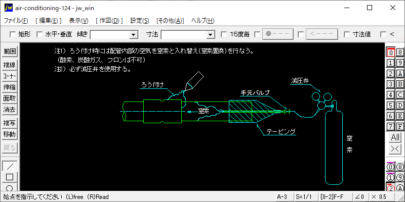
銅管の接合:差込み接合・差込み接合とし、取外しの必要のある箇所には、呼び径32以下はフレア継手、呼び径40以上はフランジ継手を使用する。差込み接合は、管の外面および継手の内面を十分清掃した後、管の外面にフラックスを薄く塗布し、管を継手に正しく差し込み、適温に加熱して下表のろう合金を流し込む。
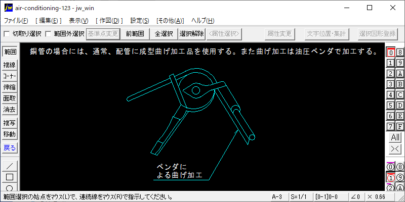
銅管の曲げ加工: 銅管の場合には、通常、配管に成型曲げ加工品を使用する。また曲げ加工は油圧ベンダで加工する。(油圧ベンダ:参考図形) 表:曲げ半径の基準 ( 6.4~ 9.5φの配管:30~ 40㎜以上の半径) (12.7~19.1φの配管:40~ 60㎜以上の半径) ( 22.2~28.6φの配管:80~100㎜以上の半径)
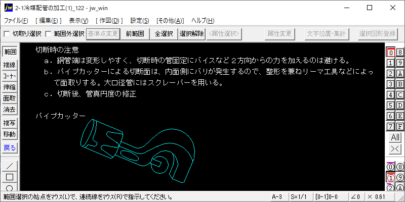
切断:切削粉の発生しない工具として主としてパイプカッターを用いる。 切断時の注意: a.銅管端は変形しやすく、切断時の管固定にバイスなど2方向からの力を加えるのは避ける。 b.パイプカッターによる切断面は、内面側にバリが発生するので、整形を兼ねリーマ工具などによって面取りする。大口径管にはスクレーパーを用いる。 c.切断後、管真円度の修正
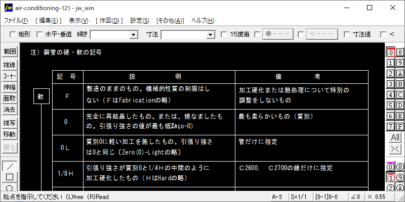
注)銅管の硬・軟の記号 F:製造のままのもの。機械的性質の制限はしない。(FはFabricationの略)加工硬化または熱処理について特別の調整をしないもの。 0:完全に再結晶したもの。または、焼なましたもの。引張り強さの値が最も低い。(Zero-0)最も柔らかいもの。(質別) 0L:質別0に軽い加工を施したもの。引張り強さは0と同じ。〔Zero(0)-Lightの略〕管だけに指定
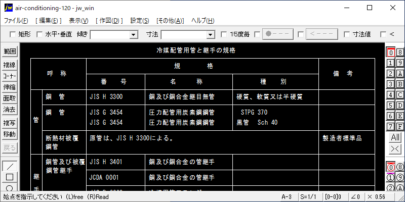
銅管 りん脱酸銅管継目なし管(JIS H 3300,C1220)とし、管の肉厚は「冷凍保安規則関係基準」に準じたものを原則とする。 (表:冷媒配管用銅管の外径と厚さ)呼び径:1/4~2の基準外径㎜×基準厚さ㎜ (表:冷媒配管用管と継手の規格)銅管:JIS H 3300、銅及び銅合金継目無管、硬質、軟質又は半硬質、断熱材被覆、原管は、JIS H 3300による。(製造者標準品)
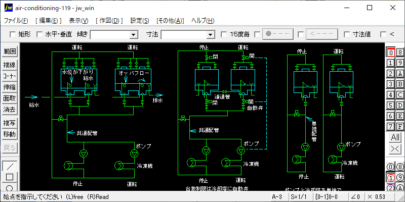
1.水槽が一体の場合問題はないが大容量の冷却塔で、セル毎に水槽が分かれている場合、又はこれらを並列運転する場合は、配管圧損、ストレーナ圧損により、水槽に水位差ができて、手前の水槽は低水位で給水が始まり、先の水槽でオーバフローが起こることがあるので、水位差が生じないような配管システムとする必要がある。