1.適用範囲:ステンレス製・亜鉛めっき付鋼板製・エポキシコーティング鋼板製貯湯タンクの場合。
2.仕様及び施工法
1)ステンレス製の場合
(1) TIG,MIG溶接又は被覆アーク溶接を使用する。
(2) 溶接棒の種類は下記による。
表1 溶接棒の種類
(3) SUS404のとき銅、鏡以外の部品はSUS316も可、非接液部は鉄も可。
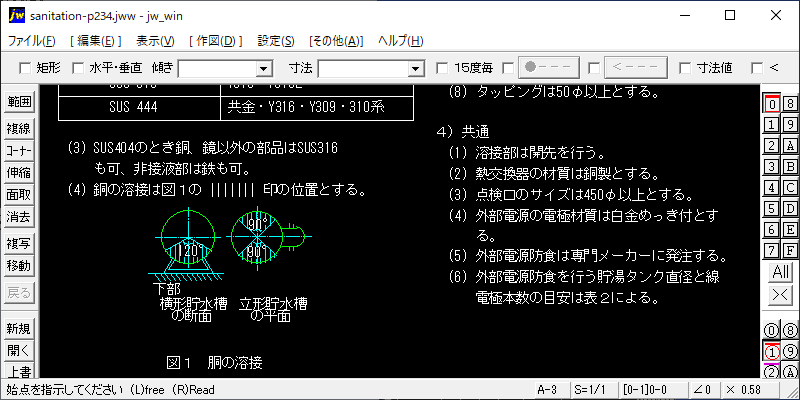
(4) 銅の溶接は図1の ||||||| 印の位置とする。
図1 胴の溶接
(5) 点検口の大きさは450φ以上とする。
(6) 溶接部を含め内面を研磨(#300以上)するか又は酸洗を行う。酸洗は溶接部周辺のみでも可。
(7) ガスケットの材質はテフロンコーティングされたものを使用する。
(8) SUS444には電気防食を行ってはならない。
2)亜鉛めっき付鋼板製の場合
(1) 使用材質はSi含有量0.02%以下とする。
(2) めっき工場はJIS認定工場を選ぶ。
3)エポキシコーティング鋼板製の場合
(1) 樹脂の材質は耐熱エポキシを選ぶ。例.NE307・NE312(日本容器)
(2) 角はすべてR=5mm以上とする。
(3) 下地はサンドブラストSIS-Sa2 1/2以上の仕上を行う。
(4) 焼付は、NE307・・・・・200°で4時間・NE312・・・・・180°で7時間
(5) 信頼性の高いメーカーを選定する。
(6) サーモスタットの精度は±5℃以内のものを選ぶ。
(7) 内部につけるアングル又はチャンネルは全周溶接とする。
(8) タッピングは50φ以上とする。
4)共通
(1) 溶接部は開先を行う。
(2) 熱交換器の材質は銅製とする。
(3) 点検口のサイズは450φ以上とする。
(4) 外部電源の電極材質は白金めっき付とする。
(5) 外部電源防食は専門メーカーに発注する。
(6) 外部電源防食を行う貯湯タンク直径と線電極本数の目安は表2による。
表2 線電極本数
▼JWW-CADファイル.zip(7.57 KB)
■ダウンロードマネージャーへ