塩ビライニング鋼管・コーティング鋼管の接合(MD継手接合)(1)
1.管の準備 1)正確に管の寸法取りをする。 2)管は出来るだけ直角に切断し、管端内外の面取りを十分に行う。 3)管のパッキン当り面は変形、傷がないことを確認し、油や汚れ等は除去する。 4)管の端部には、適正な防錆塗料により十分な防錆処理を行う。
Jw_cad 機械設備施工要領書
共通工事編・衛生設備編・空調設備編に分類して、機械設備施工要領書をJw_cadでまとめています。
1.管の準備 1)正確に管の寸法取りをする。 2)管は出来るだけ直角に切断し、管端内外の面取りを十分に行う。 3)管のパッキン当り面は変形、傷がないことを確認し、油や汚れ等は除去する。 4)管の端部には、適正な防錆塗料により十分な防錆処理を行う。
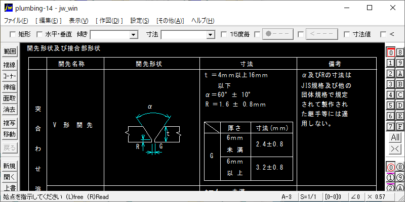
1.切断:管の切断は原則として、電動ノコ盤を使用する。切断線は管軸に対して、直角になるようにマーキングする。切断は、断面が変形しないように管軸に対して直角に切断し、その切断面は平滑にし、かつ管のまくれ、ささくれを除去し仕上る。
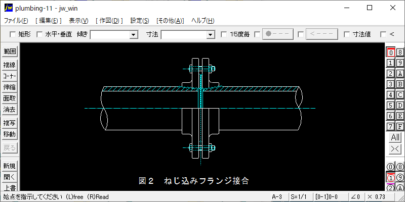
1.フランジの接続 1)フランジの接続部は、引張り、曲げ応力がかからない位置に設けるか、支持をとることにより応力をかけないようにする。 2)接合には、適正材質、厚さのガスケットを介し、ボルト、ナットを均等に片寄り締め付ける。 3)蒸気管の場合は、ガスケット面には植物性油に光明丹又は黒鉛を混ぜたものを薄く塗布する。
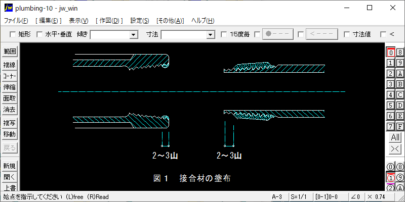
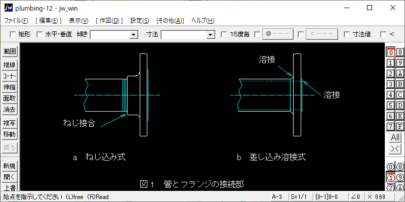
1.おねじ・めねじの油汚れを落とした後、ねじ部に接合材を塗布し、ねじ込む。 2.工具は、その管径に適合したパイプレンチ・スーパートン・チェントン等を使用し、固締めや締め不足のないようにねじ込む。 3.ねじ込み後の残り山数は2、3山程度を標準とし、その部分にはさび止めを塗装する。
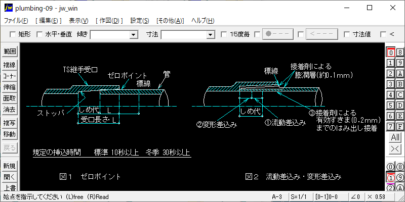
1.管端面は専用工具を用いて内外面とも面取りを行い、差込み深さをマークする。管内外の規定幅に接着剤を塗り、マークのところまで確実に差込み、規定の挿入時間を保持し、抜け戻りがないようにする。 呼び径65A以上の場合は、専用の挿入機を使用し、接合するものとする。
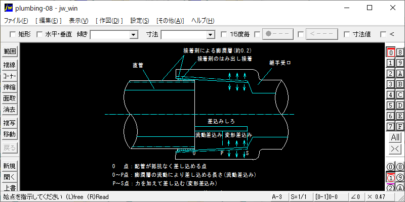
1.適用範囲:水道用塩ビ管(VP・HIP)及び排水用塩ビ管(VP)を接着剤による差込み接合する場合。 2.仕様及び施工法(塩ビ管の接合は接着剤による管の膨潤と弾性を利用したものである) 3.施工手順