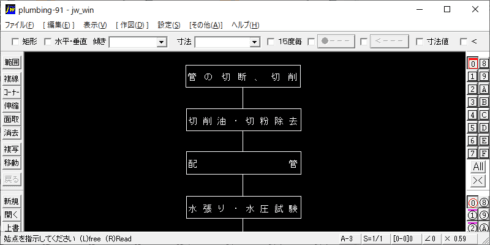
1.切断
管の切断は原則として、電動ノコ盤を使用する。切断線は管軸に対して、直角になるようにマーキングする。切断は、断面が変形しないように管軸に対して直角に切断し、その切断面は平滑にし、かつ管のまくれ、ささくれを除去し仕上げる。(ガス切断、切断と石のように発熱するもの、パイプカッタのように管径を絞るものは使用しない。)
2.面取り
スクレーパ等を用いてライニング部分を、各継手形式ごとに適正な面取りを行う。
3.接合
1)管は接合する前にその内部を点検し、切りくず、土砂、ごみ等の異物がないことを確認する。
2)ねじ切り機は自動切上式ねじ切り機を使用する。
3)ねじはJIS 0203(配管用テーパねじ)に規定する管用テーパねじとする。
4)ねじ接合を行う場合には、切削油を除去した後、管内流体に適したシール材を使用する。特に給水用のシール材は、衛生上無害で防食を兼用しているものとする。
5)ねじ込みは、継手製造者が規定する余ねじ山数又は、余ねじ長さによりねじ込む。
6)接合後、余ねじ部、ねじ切り加工の際のチャック部やパイプレンチの傷跡等にさび止め処理を施す。
7)外面樹脂被覆を施した管端防食継手も上記によるが、継手の外面樹脂部と管の隙間及び管ねじ込み後のねじ部をブチルゴム系コーキング又はゴムリングで密封させ、その上にプラスチックテープ1回巻きとする。
■JWW-CADファイル.zip(5.87 KB)
19-塩化ビニルライニング鋼管の接合(ねじ接合)(2)
5.88 KB
1 file(s)