冷媒配管の支持-1(配管の支持間隔)
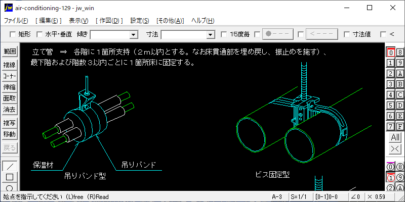
配管の支持間隔:横走り管(参考:一般銅管の場合) 呼び径20A以下~40Aまでの支持間隔は、1.5m以下とする。 立て管 ⇒ 各階に1箇所支持(2m以内とする。なお床貫通部を埋め戻し、振止めを施す)、最下階および階数3以内ごとに1箇所床に固定する。 ■支持金具の例(CAD):吊りバンド型・ビス固定型・壁面直付け型・ワンタッチ取付け型
CADデータJWW
Jw_cadでそのまま使える配管継手などのCAD図形が無料でダウンロードできます。DXFからの変換や図形登録の手間が省けるJWS形式です。設備関係のデータを豊富に揃えています。(CADシンボルから、詳細図まで)
配管の支持間隔:横走り管(参考:一般銅管の場合) 呼び径20A以下~40Aまでの支持間隔は、1.5m以下とする。 立て管 ⇒ 各階に1箇所支持(2m以内とする。なお床貫通部を埋め戻し、振止めを施す)、最下階および階数3以内ごとに1箇所床に固定する。 ■支持金具の例(CAD):吊りバンド型・ビス固定型・壁面直付け型・ワンタッチ取付け型
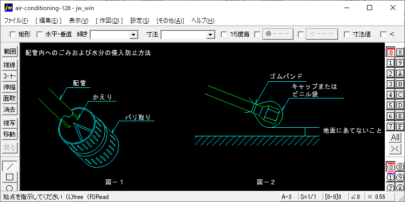
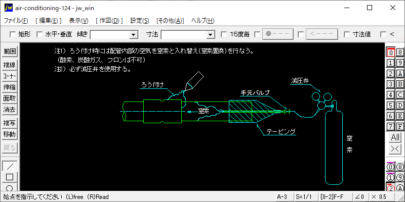
1)ろう付けした配管内部の酸化皮膜やごみ・ほこりを除去する。N2ガスによってよくフラッシングを行う。 2)途中が留め置きとなる配管は、水分やごみが侵入しないように注意し、管末をテーピング処理する。 3)配管完了時には管のつぶれやくぎなどの差込みなどがないことを確認する。 配管内へのごみおよび水分の侵入防止方法(図-1、図-2、図-3、図-4)
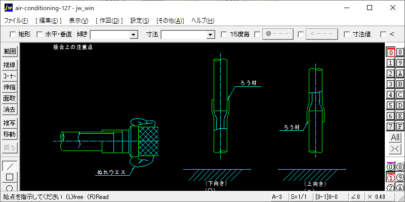
接合上の注意点:例-1、例-2(ぬれウエス・下向き〇・上向き×) 1)ろう付け作業時は配管の両端を開放して、配管内部に窒素ガスをわずかに手に感じる程度流すことによって、酸化皮膜の発生を防止する。 2)ろう付け部以外が加熱されると問題がある場合には、水に浸したウェスを巻いてろう付けを行う。(例)フレキシブルチューブと配管をろう付けする場合(例-1)
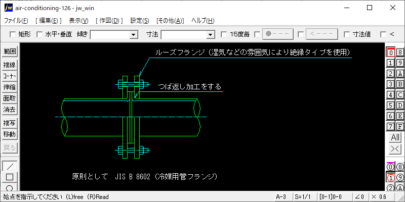
銅管の接合:フランジ接合(機器周りを除き原則として使用しない) 管端面をつば返し加工し、ルーズフランジで接合する。 (図)原則として JIS B 8602(冷媒用管フランジ)、ルーズフランジ(湿気などの雰囲気により絶縁タイプを使用)、つば返し加工をする。 (図)テフロンパッキンの例
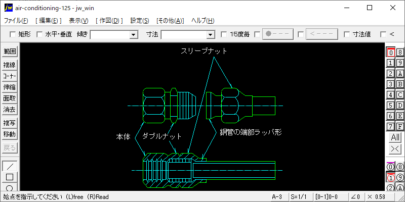
フレア接合(口径3/4インチ以下の配管に使用) 配管材を所定の長さに切り、フレアナットを入れ、管先端を拡管して接続する。 (表)フレア部の寸法・拡管寸法 (注)冷凍機・空調機・冷媒管では外径mmまたは外径インチ(機器メーカー、銅材店など)で呼んでいる。 (フレア接合部の詳細図:CAD)本体:スリーブナット:銅管の端部ラッパ形:ダブルナット
銅管の接合:差込み接合・差込み接合とし、取外しの必要のある箇所には、呼び径32以下はフレア継手、呼び径40以上はフランジ継手を使用する。差込み接合は、管の外面および継手の内面を十分清掃した後、管の外面にフラックスを薄く塗布し、管を継手に正しく差し込み、適温に加熱して下表のろう合金を流し込む。
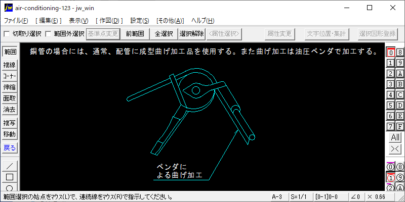
銅管の曲げ加工: 銅管の場合には、通常、配管に成型曲げ加工品を使用する。また曲げ加工は油圧ベンダで加工する。(油圧ベンダ:参考図形) 表:曲げ半径の基準 ( 6.4~ 9.5φの配管:30~ 40㎜以上の半径) (12.7~19.1φの配管:40~ 60㎜以上の半径) ( 22.2~28.6φの配管:80~100㎜以上の半径)
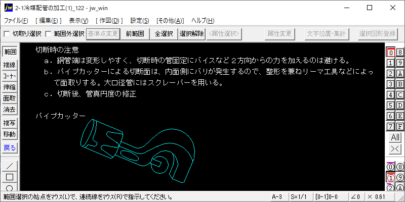
切断:切削粉の発生しない工具として主としてパイプカッターを用いる。 切断時の注意: a.銅管端は変形しやすく、切断時の管固定にバイスなど2方向からの力を加えるのは避ける。 b.パイプカッターによる切断面は、内面側にバリが発生するので、整形を兼ねリーマ工具などによって面取りする。大口径管にはスクレーパーを用いる。 c.切断後、管真円度の修正