1.適用範囲:銅管のすべてのろう接合。
2.仕様及び施工法
1)材料
(1) 銅管:りん脱酸銅管 JIS H3300
(2) 銅管継手: 〃 JIS H3401
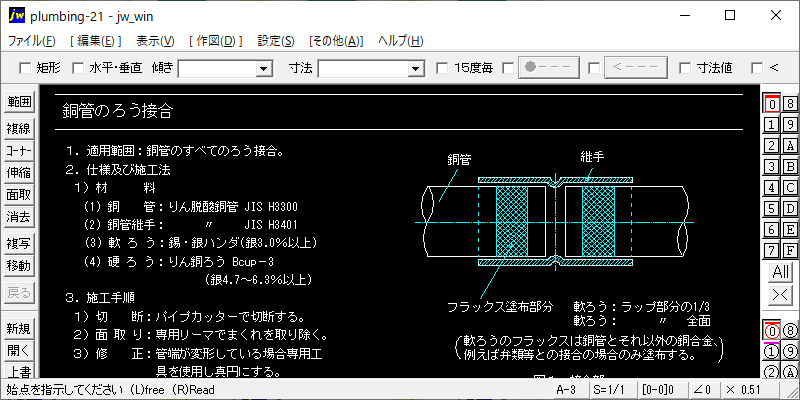
(3) 軟ろう:錫・銀ハンダ(銀3.0%以上)
(4) 硬ろう:りん銅ろう Bcup-3 (銀4.7~6.3%以上)
3.施工手順
1)切断:パイプカッターで切断する。
2)面取り:専用リーマでまくれを取り除く。
3)修正:管端が変形している場合専用工具を使用し真円にする。
4)清掃:接合部の油及び汚れを除去する。
4.注意事項
1)下処理:管の外面は油や泥を布で落し、スチールウール・サンドペーパ等で酸化皮膜を取り除く。
2)フラックス:フラックスはろう材に適合したものを用い、管外面に薄く・むらなく・均一に塗布する。管継手の内面には塗布しない。又差し込み後1~2回転させるとフラックスが一様に廻る。
3)加熱:・加熱温度:軟ろう 300℃ 見分け方
①フラックスが溶け出てくる。
②炎の先の色が薄緑色に変色する。
③少しなれてくると銅管及び銅継手の焼け具合(変色)でわかる。
・加熱温度:硬ろう 704~840℃ 見分け方
①銅管及び銅継手の焼け具合の色が暗赤色となる。
・ろう付けされた部分の近傍でろう付けを行ってはならない。止むを得ず施工する場合は、ろう付け部周囲が振動したり動いたりしないよう、手又は治具で固定してろう付けを行う。
4)加熱器:配管径32φ以下は過加熱を防止する為酸素溶器を用いてはならない。
5)清掃:特に積み置きされた銅管等含め、管内面の清掃を行う。
■JWW-CADファイル.zip(9.80 KB)
21-銅管のろう接合
9.81 KB
1 file(s)


