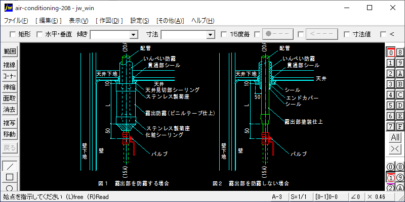
クリーンルーム天井立下がり管の収まり
1)配管固定:天井仕上面での振れなど生じないように天井下地近くで強固に固定する。 2)天井貫通部:天井仕上材と配管保温材との隙間は8~10mm程度とし、シリコン系シーリング材にて完全にシールする。 3)露出部防露:露出部の防露の要否は設備設計者と協議する。天井面とのシーリングスペースを考えて上下に動かないように巻く。
空調設備工事編は、吊りボルト・ダクト材料・ダクト設備・ダクトの接続・送風機廻り・支持方法・ダンパー器具類の取付・キャンバス継手・風量測定孔・ガラリの接続・フードの製作・各装置組立要領・冷媒配管・配管の貫通・耐震設置・区画貫通・保温工事・計装工事・クリーンルーム工事・試運転調整など、空調設備工事の施工要領をまとめています。
1)配管固定:天井仕上面での振れなど生じないように天井下地近くで強固に固定する。 2)天井貫通部:天井仕上材と配管保温材との隙間は8~10mm程度とし、シリコン系シーリング材にて完全にシールする。 3)露出部防露:露出部の防露の要否は設備設計者と協議する。天井面とのシーリングスペースを考えて上下に動かないように巻く。
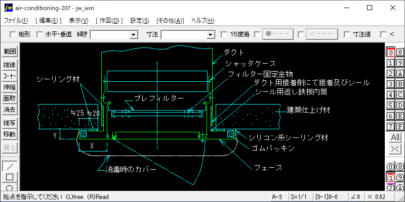
1)シール用返し鉄板内筒:一体物とし、コーナーの突合せ部分はシリコン系シーリング材にてシールする。 2)シャッター固定:鉄板ビス内側より固定し、ビス上部はシール材でシールする。 3)フェース:メラミン焼付塗装仕上とする。:建築仕上げ材に密着させシリコン系シーリング材でシールする。
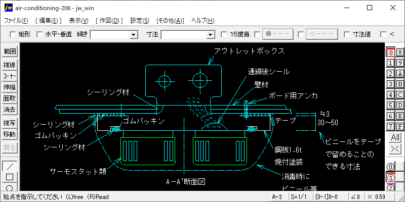
1)アウトレットボックス取付け入線後、そのノックアウト部分をシールする。 2)仕上げボード完了後、アウトレット塗り代部分を開口し、ボードと塗り代部分の隙間をシーラーでシールする。 3)サーモプレートボックス取付前にボックス裏面にゴムパッキン(全周)を取付ける。 4)仕上げボード面にサーモプレートボックスを取付ける。 5)サーモプレートボックスにサーモ取付け結線後、電線取出し部分をシールする。
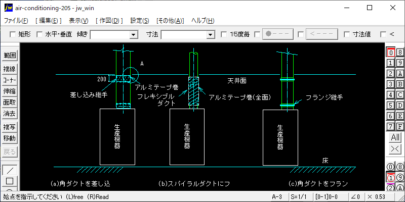
1)ダクト接続:有害な排気物の場合はフランジ接続を用いる。 2)接続部の処理:(a)の場合 接続部をアルミテープで巻く、グレードによっては更にその上から粘着テープ及びゴムシートを巻き、バンド締めすることもある。 (b)の場合 接続部を含めフレキシブルダクト全面をアルミテープで巻く、更にグレードの高い処理については(a)の場合と同じ。
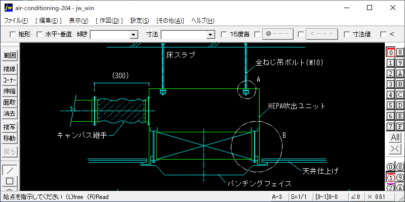
1)ユニットの吊り:天井内に入ることができない場合には、上図のように、ユニット内で吊ボルトを固定する方法を使用する。天井内にて容易に作業ができる場合にはユニットの外部に吊金物を設けて吊る。後者の方が漏気は少ない。 2)ダクトの接続:HEPA吹出ユニットとダクトの接続には防振・施工性の面からキャンバス継手を使用する。
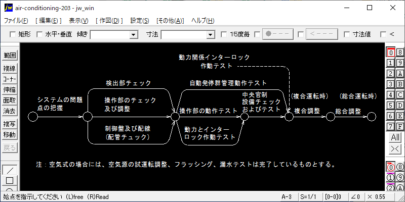
1)自動制御では、一連の制御系全体の機能が問題となるので、一つ一つの制御系についてに検討する。 2)自動制御は、空調システムと密接に絡むので、設備の最終的機能という観点から、総合的に検討する。 3)電気工事など他設備工事との取合上の工事区分、責任区分を今一度明確にする。
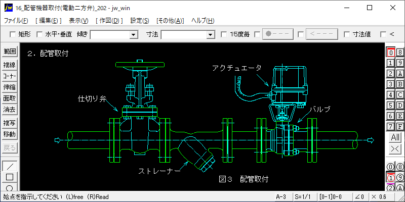
1)パルブ取付部分にはバイパス配管を設け、流入側、流出側及びバイパス側にはそれぞれ仕切り弁を設置する。又、流入側にはストレーナーを設ける。 2)アクチュエータの取付け姿勢は正立から横向き(90°傾斜)まで任意の姿勢で設置できるが、アクチュエータが弁本体よりも下方に位置することのないよう注意する。 3)本体が保守、点検の行える位置に設置する。
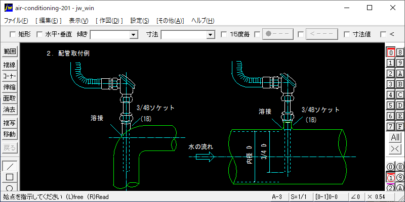
1)検出器は管内流体の正確な温度を検出するとともに、検出器より流体へ支障を与えないような位置に取付けるよう考慮する。 2)保護管は液体中に100mm以上入る長さとし、先端深さは管径の1/2~3/4程度の位置が望ましい。 3)小口管径の挿入部は管路径を20%以上縮化しないよう考慮する。 4)漏水、結露水より保護するため端子部は出来る限り上にし、点検及び交換スペースを保護すること。